Powder Coating on Aluminum Extrusion
Coating Aluminum Extrusion: Tech Nuances.
Extruded architectural building aluminum products are used for interior walls and office products, storm doors and window frames, light commercial buildings, and monumental buildings. A coating is applied to these products to provide the specific appearance and performance properties required by the architect or end user.
Monumental Buildings are the prestige part of the industry. This segment includes exterior grade sheets and components such as facades, curtain walls, panels, rails and louvers. The coating to be used for these products is usually specified by the architect.
Light Commercial Buildings use the same exterior grade components as monumental buildings. However, they tend to be standard items produced on a larger scale by fabricators. The components themselves, not the coatings, are normally specified when the building is planned. The specific coating used can vary dependent on the supplier of the components and what kind of coating options and expertise they have.
The segment of the market referred to as “commodity” includes aluminum profiles and sheeting for products like storm doors and window frames. In Europe this is a large volume market, particularly on residential buildings.
Some exterior product is specified and used on the interior of buildings. These applications are typically areas where the coating could yellow from exposure to sunlight through glass windows.
Selection of a coating is usually focused on the appearance requirements, quality performance, cost and compliance. There are several coating options that are available for the aluminum architectural market. Common coatings used for architectural aluminum include anodizing, PVDF (Poly Vinylidene Fluoride), liquid paint and powder coating. Powder coating has emerged an important finish for extruded aluminum used in both indoor and outdoor applications due color variety, cost, durability and environmental compliance.
Some early attempts to put powder into harsh outdoor environments were not very successful. But development in powder technology has advanced considerably in the last decade. In recent times, through resin development, it has become possible to produce powder coatings with exterior durability that can meet the more extreme specifications. As a result of this progress, powder coatings are now regularly specified and used in extremely hostile environments like Australia, Hong Kong, South China and Malaysia as well as traditional markets in Europe and North America.
Developments in manufacturing techniques have also meant that the common silver metallic effects favored in architecture have been achieved in powder coating. Architects in Europe and Asia have already specified these finishes in projects. Powder technology has also developed finishes, like textured finishes, that are unique to powder. In other parts of the world these finishes, have been adopted in architecture, particularly for internal curtain walling and partitioning, railings, doors and entranceways.
Historically, the aspect of powder coating that has had the most impact on wide spread use is the absence of solvent content, providing a unique environmental advantage. High solids liquid coatings and waterborne technologies have improved tremendously in reduction of emissions and waste products over recent years but still come up short in comparison to a product that is very near 100% solids and can be applied in a single coat with good performance properties.
There are additional benefits of powder coatings that can be considered relevant. Powder coatings are extremely tough, particularly compared to PVDF and the liquid paints used in this area. Already this benefit has been appreciated in some projects in North America. In these cases powder coatings have been selected in either heavy traffic areas (store fronts, hotels etc.), or complete buildings due to the enhanced toughness compared to PVDF.
Another strong advantage of powder coatings, particularly in the context of the architectural area, is the wide range of available colors, gloss variation and special finishes, like textures that are available.
The chemical resistance of powder coatings is also superior to most other finishes. For example, powder has superior resistance to alkalinity and therefore is not stained by concrete. This makes it suitable for usage in "fast-track" building where concrete may be poured at levels not very distant from where a curtain wall is being installed below.
In North America, most of the commodity type products are currently liquid coated with waterborne or solvent-based coatings. Light commercial components, typically standard items produced on a large scale by fabricators, are finished with liquid coating, PVDF or anodizing. Some of these manufacturers have gone to powder coating but many still use coatings with some solvent content.
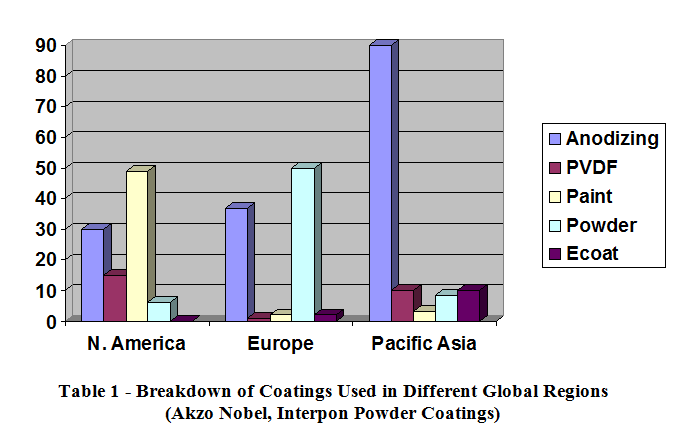
The monumental building products in North America are most often coated with anodizing or PVDF to meet AAMA 2605 (American Aluminum Manufacturers Association) requirements for weathering. But there is a significant difference between the rest of the world and the North American market. In Europe, 50% of the total architectural aluminum market and as much as 18% of the aluminum sheet on the exterior of buildings is powder coated, while in the US the total percentage is around 6%. Clearly, there is an opportunity for more widespread use of powder coatings in this market.
One obstacle to additional growth is that recent advances in the quality of powder coatings are not well known or understood. As the durability of this relatively newer technology has advanced the market acceptance has not always kept pace,
In addition, some powder coatings have been applied to architectural aluminum products without proper concern for the pretreatment process, the specific performance qualities of the powder used and the applied film thickness. Since different coaters may use different methods of preparation and different powder coating materials applied at different film thickness the exterior durability of the coating may not always be acceptable. A powder coated part may show excessive fading of color and gloss due to the selection of the coating and poor pretreatment, leading architects to shy away from the use of powder on their products. It is possible to produce a powder coated part that will meet the highest architectural standards but the powder coating material and process must meet certain standards. Powders can meet the specifications but it is critical that the powder material and process are up to the level of quality needed for a particular installation.
Specifications for Finishing on Architectural Aluminum
Specifications also play a role in the decision process on what coating to use. Many Europeans follow the Qualicoat class 2 specifications or GSB while the US uses the AAMA specifications.
AAMA is the American Architectural Manufacturers Association. They supply three voluntary finish specifications:
- AAMA 2603-98: Pigmented Organic Coatings (1-year Florida)
- AAMA 2604-98: High Performance Organic Coatings (5 years Florida)
- AAMA 2605-98: Superior Performing Coatings (10 years Florida)
There is no Approving or Quality Labeling scheme, but products may be "listed" as certified to meet one or more of these specs.
GSB is a European Specifying, Approving and Quality Labeling body for coating of aluminum building components, serving German, Austrian and Swiss markets, and a handful of customers in other selected markets (e.g. Spain, Benelux).
Qualicoat is a European Specifying, Approving and Quality Labeling body for coating of aluminum building components, serving most European markets, including Germany. There are two specs: Qualicoat 1 (1 year Florida) and Qualicoat Class 2 (3 years Florida). Qualicoat schemes are also in use in Australia, and certain other countries in Asia and the Middle East.
The AAMA specifications are written differently and point to performance rather than process. It is a voluntary specification that does not require a license. The architect specifies that the coating must meet the AAMA specification and the supplier warrants that it will.
The GSB and Qualicoat specifications provide details for test methods, work specifications, approval of coatings, licensing of coating facilities, and in-house control procedures. A Qualicoat approval allows a facility to put a quality label on their architectural aluminum products. In order to receive a license a facility must be inspected twice and then they must be inspected at least twice a year to maintain their approval.
| Specification | GSB/Qualicote Class 1/ BS6496/AAMA 2603 | Qualicote Class 2 | AAMA 2604 | AAMA 2605 |
| Florida Exposure Term | 1 year | 3 years | 5 years | 10 years |
| Achievable by powder | Yes | Higher durability types only | Higher durability types only | Limited number of high durability powder coatings |
Table 2- Comparison of Different Aluminum Architectural Specifications
Selecting Powder for Outdoor Durability
If a powder coating will be used for exterior applications then the powder material and coating process must be qualified for production of exterior durable finishes. Powder material suppliers can produce data from Florida Long-Term testing to qualify a powder coating material. If a coater has experience with outdoor products they should be able to produce documents and references to demonstrate their ability to produce to the required performance standard. If this kind of documentation cannot be provided then another coater or coating material should be selected.
In reality, there are many instances where powder is the best option for a building project and other instances when it is not. But in order for architects to specify the correct coating they need to know more about the properties of each option and the impact of selecting one versus another. With the overall advantages of VOC compliance, reasonable cost and excellent performance, powder coating offers significant opportunities to the architect.